


















 返回列表
返回列表
上海寶馬展丨鴻益機械誠邀您蒞臨參觀E7.100
隨著我國城市化進程的快速發展, 城市建設速度也在不斷加快, 然而建設過程中產生的建筑垃圾數量逐年劇增, 當前我們正面臨著垃圾包圍城市的嚴重局面。我國的建筑垃圾占到城市垃圾總量的30% ~ 40% , 據數據顯示, 2011 年我國建筑垃圾現存量已超 20 億噸, 每年新產生建筑垃圾超過數億噸, 預計到 2020 年將達到 50 億噸左右。傳統的建筑垃圾處理方式只是簡單的露天堆放或者就地掩埋, 由于建筑垃圾的數量龐大, 成分組成復雜, 簡單的處理方式不僅污染環境、占用寶貴土地, 而且大量堆放也會產生安全隱患。2015 年, 深圳光明新區“12·20”特大滑坡事故就是由于建筑垃圾大量堆放引起的 。建筑垃圾是一種寶貴的再生資源, 我國建筑垃圾現存量極大, 應科學地將建筑垃圾進行資源化利用, 提高其附加值, 完善資源配置。
目前, 實現建筑垃圾的再生資源化利用, 成為備受關注的研究課題。一些研究人員利用建筑垃圾制備再生泡沫混凝土, 對其配合比和基本性能進行了研究, 實現了建筑垃圾的再生資源化利用。劉富業利用建筑垃圾制作生態透水磚, 研究了生態透水磚的物理力學性能和使用功能。然而, 我國對建筑垃圾的資源化利用率相對較低, 僅僅是將建筑垃圾粉碎得到的粗集料用于再生混凝土和再生磚, 對于建筑垃圾再生微粉的再生利用研究相對較少。為實現建筑垃圾的再生資源化, 本文以建筑垃圾粉碎細化得到的再生微粉料作為陶粒制備的原材料, 通過免燒成球工藝研制出一種綠色環保的免燒型陶粒, 并制備出一種吸聲性能良好的水泥基陶粒吸聲材料, 應用于軌道交通噪聲治理, 為建筑垃圾再生利用探尋新的途徑。
1 試 驗
1. 1 原材料
1) 建筑垃圾: 取自廣西科技大學附近某小區新拆除的框架結構舊建筑物, 以廢棄混凝土碎塊為主,同時含有少量的燒結黏土磚和廢瓷磚碎片。采用顎
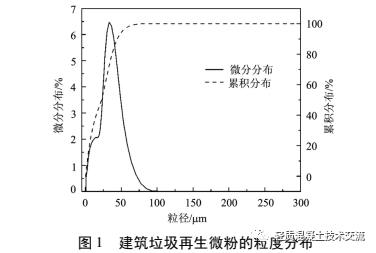
式破碎機破碎, 過 200 目方孔篩得到建筑垃圾再生微粉, 篩余量小于 5% 。建筑垃圾再生微粉的粒度分布和 XRD 圖譜分析如圖 1、2 所示。由圖譜分析
可知, 再生微粉的主要成分是 SiO2 和 CaCO3。

2) 粉煤灰: 選用廣西柳州發電有限責任公司的Ⅰ級粉煤灰, 細度為 45 um, 篩余量為 11. 5% 。
3) 水泥: 本試驗選用柳州魚峰水泥集團生產的42.5 級普通硅酸鹽水泥。
4) 外加劑: 生石灰、石膏粉作為堿性激發劑, 固體硅酸鈉作為黏結劑。
5) 水: 普通自來水。
1. 2 陶粒制備工藝
1. 2. 1 制備工藝流程
建筑垃圾再生微粉制備免燒陶粒的工藝流程如圖 3 所示。

1. 2. 2 造粒機成球原理
陶粒制備采用鄭州實錦機械設備有限公司的ZL5-500 × 160 型圓盤造粒機, 調整造粒機圓盤傾角在 35°左右為宜。造粒機成球原理主要是依靠造粒機轉動時提供的機械外力和物料水化反應產生的凝聚力來共同完成。首先, 混合物料在激發劑和水的作用下進行水化反應,產生具有粘結作用的凝膠體, 隨著造粒機圓盤的轉動,在機械摩擦力的作用下粉料凝結成核。然后, 隨著水化反應的繼續, 出現球狀顆粒,造粒進入第二個階段, 即小球粒的長大階段。這個階段小球粒受到的機械力明顯增大, 隨著球粒的不斷長大出現分級現象,不同粒徑的球粒按照各自的軌跡在盤內進行不規則的螺旋線運動。此時, 造粒進入密實階段也稱作強度提高階段, 在機械離心力的作用下球粒運動速度很快,球粒內部結構更加密實, 強度得到提高, 球粒外層不斷包裹粉料, 當粒徑增大到目標球粒的粒徑時便完成造粒。
1. 3 正交試驗設計
在確定建筑垃圾再生微粉制備陶粒的******物料配合比時, 以建筑垃圾、粉煤灰和水泥 3 種主要原材料為影響因素, 進行 3 水平 3 因素正交試驗設計, 每組試驗中生石灰用量為 15 g, 石膏粉為 30 g, 硅酸鈉為 5 g, 正交試驗因素水平見表 1。

1. 4 性能測試
本試驗制備的陶粒屬于輕集料范疇, 根據國標《輕集料及其試驗方法第 2 部分: 輕集料試驗方法》( GB /T 17341. 2—2010) , 對陶粒的筒壓強度、堆積密度和吸水率進行測試。
2 試驗結果與分析
按照正交設計換算得到 9 組物料配合比試驗方案, 以 28 d 筒壓強度和堆積密度為考查指標進行陶粒物料制備******配合比確定。
2. 1 正交試驗結果
正交試驗方案結果與極差分析見表 2、3。
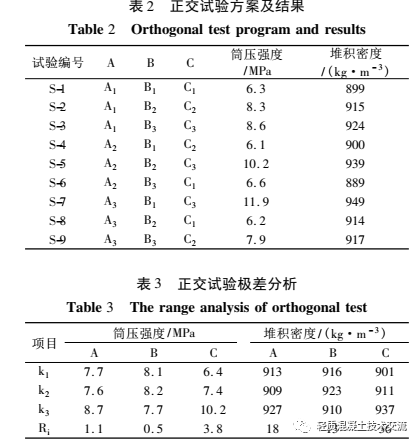
1) 從表 3 極差計算結果可以看出, 水泥用量對陶粒的筒壓強度和堆積密度這兩個指標影響******,而粉煤灰用量對陶粒的筒壓強度和堆積密度影響相
對較小。出現這種結果的原因可能是因為水泥作為一種特殊的凝膠體, 其自身密度較大, 對陶粒的孔隙結構以及密實度影響比較大, 因此水泥用量變化會對陶粒的筒壓強度和堆積密度的影響特別明顯。而建筑垃圾和粉煤灰兩者相比, 雖然同屬固體廢棄物范疇, 但是建筑垃圾的組成更加復雜, 且再生微粉的活性更低, 因而對陶粒的性能影響更加明顯。
2) 若是以筒壓強度較大值作為考查指標來確定物料配合比, 此時物料的最優水平組合方案為A3B2C3, 此方案在正交試驗中并未出現, 但從此方案組合配合比中可以看出, 建筑垃圾的利用率較高,能夠達到 26. 3% , 但是水泥的使用量占到物料配合比 21. 1% , 水泥消耗量較大, 同時會增加陶粒的密度, 所以此方案不能作為最優水平組合。若是以最小筒 壓 強 度 作 為 組 合 方 案, 此 時 的 組 合 方 案 為A2B3C1, 此方案是正交試驗組 S-6, 建筑垃圾的利用率為 23. 5% , 而 且 水 泥 的 消 耗 量 只 占 物 料 的11. 8% , 此時陶粒的筒壓強度為 6. 6 MPa, 已經達到了高強人造輕集料最低標準值 6. 5 MPa 。
3) 選取陶粒堆積密度的最小 k 值作為物料配合比確定依據, 此時所對應的組合方案為 A2B3C1, 也是正交試驗組 S-6, 此 時 陶 粒 的 堆 積 密 度 為 889kg·m - 3。從建筑垃圾的利用率以及水泥的消耗量來綜合考慮, 可以選擇 A2B3C1 為最優配合比方案。
2. 2 陶粒基本物理性能
通過正交試驗得到制備陶粒物料的******配合比為: 建筑垃圾 100 g、粉煤灰 225 g、水泥 50 g、生石灰15 g、石膏 30 g、硅酸鈉 5 g。根據******配合比制備出粒徑為 1 ~ 8 mm 的陶粒, 陶粒樣品如圖 4 所示。
根據國家標準 GB /T 17341. 2—2010 對批量制備的陶粒進行基本的物理性能測試, 測試結果見表 4。
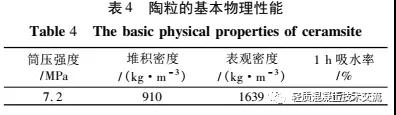
由表 4 可以看出, 制備的陶粒密度等級為 900級, 筒壓強度為 7. 2 MPa, 基本物理性能指標滿足標準 GB /T 17341. 1—2010 中規定的高強人造輕集料技術指標。
3 應用研究
本文以建筑垃圾陶粒為骨料制成的多孔水泥基陶粒吸聲降噪材料, 其抗折強度為 2. 5 ~ 3. 3 MPa、抗壓強度為 10 ~ 12 MPa, 能夠滿足水泥基陶粒吸聲材料抗折強度大于 2 MPa、抗壓強度大于 8 MPa 的力學性能要求。經過試驗得到地鐵軌道交通吸聲降噪材料的配合比為: 粒徑范圍為 1 ~ 8 mm 陶粒為60% ~ 65% 、水泥為 30% ~ 35% 、水灰比為 0. 24 ~0. 28、外加劑為 0. 5% ~ 1. 5% 。將各材料組分進行混合拌制, 制作出直徑為 96 mm, 高度分別為 100mm、120 mm、150 mm 的圓柱體吸聲試件, 如圖 5 所示。采用杭州愛華 AWA6128 型駐波管吸聲系數測試儀進行材料吸聲系數測試, 測試儀如圖 6 所示。采用聲學駐波管法測試出陶粒吸聲材料的吸聲系數曲線, 如圖 7 所示 。
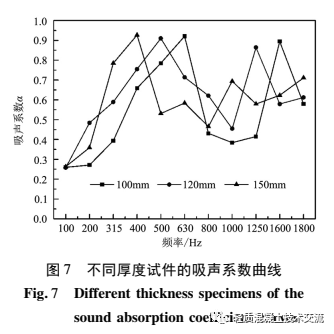
根據測試結果可以得到吸聲試件的平均吸聲系數都在 0. 55 以上, 具有較好的吸聲性能, 而 100 mm高度的試件在 630 Hz 的吸聲系數達到了 0. 92。由圖 7 中吸聲系數曲線可以看出, 3 種不同高度的吸聲曲線變化趨勢相近, 但是隨著試件高度的增加, 峰值吸聲系數有向低頻移動的趨勢。在試驗研究的基礎上, 廣西科技大學與柳州漢西鳴建材發展有限公司合作, 研制出鋪設于地鐵道床的陶粒混凝土吸聲板, 如圖 8 所示。并通過上海建筑科學研究院對吸聲板的降噪性能進行了檢測,得到吸聲板的降噪系數( NRC) 為 0. 8, 吸聲降噪性能達到了國家Ⅰ級標準, 具有理想的吸聲降噪效果。陶粒混凝土吸聲板在南寧地鐵 2 號線的應用如圖 9所示。


4 結 論
1) 以建筑垃圾再生微粉料、粉煤灰和水泥為原料制備完全免燒型陶粒的******物料配合比為: m( 再生微粉) ∶ m( 粉煤灰) ∶ m( 水泥) ∶ m( 生石灰) ∶m( 石膏) ∶ m( 硅酸鈉) = 20∶ 45∶ 10∶ 3∶ 6∶ 1, 建筑垃圾的利用率能夠達到 23. 5% , 能夠有效地實現建筑垃圾再生資源化利用。
2) 以******物料配合比試驗方案制備得到的陶粒, 其 筒 壓 強 度 為 7. 2 MPa、堆 積 密 度 為 910kg·m - 3、表觀密度為 1 639 kg·m - 3、1 h 吸水率為17. 5% , 能夠滿足 GB /T 17431. 1—2010 中規定的高強人造輕集料 900 級的技術要求。建筑垃圾陶粒制備工藝簡單、耗能低, 能變廢為寶, 可以進行批量生產, 符合我國陶粒的發展方向。
3) 利用建筑垃圾免燒陶粒制備的水泥基吸聲材料, 平均吸聲系數為 0. 55, 630 Hz 處的峰值吸聲系數達到 0. 92, 應用于地鐵噪聲治理的吸聲板降噪系數( NRC) 達到了 0. 8, 是一種較為理想的吸聲降噪材料, 具有廣闊的工程應前景。









